��(d��ng)ǰλ�ã���x�к���C(j��)е��������˾ > ����(d��ng)�B(t��i) > ����
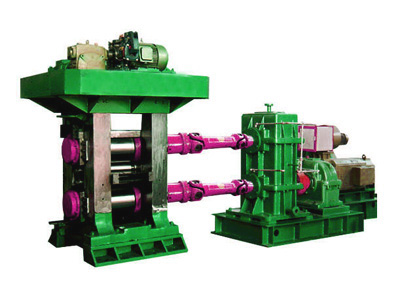
܈䓙C(j��)
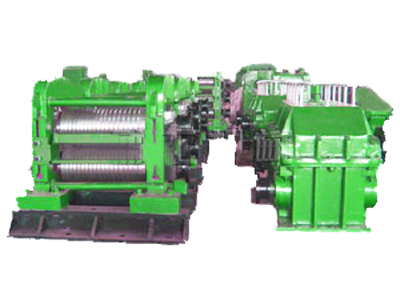
�B܈�C(j��)
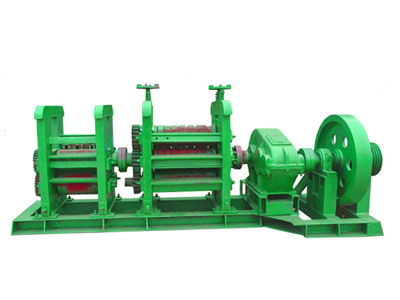
�Cֱ�C(j��)
��܈䓙C(j��)