üαΧéάμ†t≤ΌΉς“é(gu®©)≥Χ « ≤Ο¥����ΘΩΖ÷νê”–ΡΡ–©ΘΩ
Αl(f®Γ)≤Φïr(sh®Σ)ιgΘΚ2021-09-18 ûg”[ΘΚ¥Έ
üαΧéάμ†t «ΫϋΡξ¹μ(l®Δi)ΒΟΒΫί^¥σΑl(f®Γ)’ΙΒΡœ»ΏM(j®§n)üαΧéάμ‘O(sh®®)²δ���Θ§ΙΛΦΰ «‘Ύ≥§ΒΆöβâΚΒΡΩ’ιgάοΏM(j®§n)––Φ”üαΚΆάδÖsΒΡ�����Θ§üαΧéάμ”…”ΎΙΛΥ΅“Σ«σ≤ΜΆ§�����Θ§€ΊΕ»ΗΏΒΡΩ…Ώ_(d®Δ)1300Γφ��Θ§ΒΆΒΡ÷Μ”–100ΓφΉσ”“†t€ΊΗΏ”Ύ650Γφïr(sh®Σ)��Θ§üαΝΩΒΡ²ςΏf“‘ί½…δΖΫ Ϋûι÷ς���Θ§¨Π(du®§)Νςûιίo�ΘΜ†t€ΊΒΆ”Ύ650Γφïr(sh®Σ)��Θ§üαΝΩΒΡ²ςΏf÷ς“Σ“άΩΩ¨Π(du®§)ΝςΖΫ Ϋ����ΓΘüαΧéάμ“Σ«σ†tΧ≈€ΊΕ»Ψυ³ρΘ§±ήΟβ±R≤Φ€ΊΕ»Ώ^(gu®Α)ΗΏ����ΓΘüαΧéάμΒΡ€ΊΕ»œύ≤ν»γ¥Υ¥σΘ§Τδ†tΉ”ΒΡôC(j®©)‰΄(g®Αu)“≤”–Κή¥σ≤ΜΆ§�ΓΘüαΧéάμ†tΒΡ†t€ΊΩΊ÷Τ±»ί^΅ά(y®Δn)ΗώΘ§üαΧéάμ†tΡήΖώ±ΘΉCüαΧéάμΙΛΥ΅Υυ“Σ«σΒΡ€ΊΕ»��Θ§¨Π(du®§)°a(ch®Θn)ΤΖΌ|(zh®§)ΝΩ”÷Κή¥σ”Αμë�Θ§“ΜΑψ…œœ¬≤Μ≥§Ώ^(gu®Α)3ΓΪ10Γφ��ΓΘ±ΜΦ”üαΈοîύΟφ…œΒΡ€ΊΕ»Ζ÷≤ΦëΣ(y®©ng)±MΩ…ΡήΒΡΨυ³ρ���Θ§€Ί≤ν≤ΜΒΟ≥§Ώ^(gu®Α)5ΓΪ15Γφ��ΓΘΨΆΩΊ÷Τ†t€ΊΕχ―‘���Θ§κä†t±»ί^Éû(y®≠u)‘Ϋ����ΓΘûιΝΥΏ_(d®Δ)ΒΫ€ (zh®≥n)¥_ΩΊ÷Τ€ΊΕ»ΒΡΡΩΒΡ�Θ§ί^ΚΟΨυ³ρΒΡ≤Μ÷ΣüΐΉλΘ§Ώ@‰”±ψ”ΎΖ÷ΕΈΩΊ÷Τ����Θ§üΐΉλΧΪ…ΌΘ§Ώ^(gu®Α)”ΎΦ·÷–����Θ§»ί“Ή≥ω§F(xi®Λn)Ψ÷≤ΩΏ^(gu®Α)üαΓΘΆ§ïr(sh®Σ)�����Θ§üΐΉλΜρκäüασwΒΡ≤Φ÷ΟΦΑ†tΉ”ΫY(ji®Π)‰΄(g®Αu)ëΣ(y®©ng)”–άϊ”Ύ†töβ―≠≠h(hu®Δn)��ΓΘüαΧéάμ†tëΣ(y®©ng)±MΝΩ€p…ΌΫπ¨ΌΒΡ―θΜ·≈cΟ™ΧΦ�����Θ§¨Π(du®§)³²≤≈ΒΡüαΧéάμ����Θ§≤Μ‘ ‘S”–±μΟφΒΡ―θΜ·≈cΟ™ΧΦ����Θ§ëΣ(y®©ng)±Θ≥÷±μΟφΒΡΙβùç�����ΓΘüαΧéάμ†tΆυΆυ–η“ΣΟήΖβ����Θ§“‘±ψΩΊ÷Τ†töβ≥…Ζ÷Θ§”–ïr(sh®Σ)ΏÄ“Σ±Θ≥÷†tΧ≈É»(n®®i)Ρ≥ΖNΧΊΕ®ΒΡöβΖ’�����ΓΘœ¬ΟφΌtΦ·ΨW(w®Θng)–ΓΨé¹μ(l®Δi)ûι¥σΦ“ΫιΫBüαΧéάμ†t≤ΌΉς“é(gu®©)≥Χ�ΓΔüαΧéάμ†tΖ÷νêΓΔüαΧéάμ†t‘O(sh®®)²δ‘™‘θΟ¥Ώx™ώ��ΘΩüαΧéάμ†tΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)ΒΡ–Θ€ (zh®≥n)≈c’{(di®Λo)’ϊ�����ΓΘ“ΜΤπ¹μ(l®Δi)Ω¥Ω¥Α…�����ΘΓ
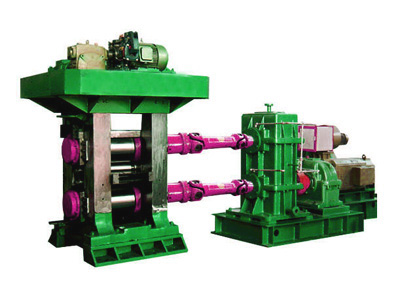
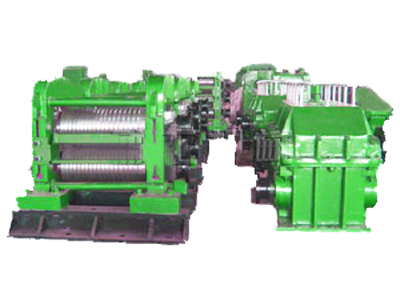
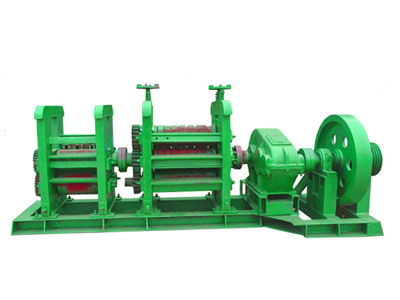
üαΧéάμ†t≤ΌΉς“é(gu®©)≥Χ
1���ΓΔ≤ΌΉς»ΥÜTëΣ(y®©ng)ΉΔ“βΖάΜπ���ΓΔΖά±§ΓΔΖάΕΨ�����ΓΔΖά†C��ΓΔΖά”|κä�Θ§ΝΥΫβ”–ξP(gu®Γn)Ψ»Ήo(h®¥)÷ΣΉR(sh®Σ)ΓΘΙΛΉςàω(ch®Θng)ΒΊëΣ(y®©ng)≈δ²δ±Ί“ΣΒΡœϊΖάΤς≤Ρ�����ΓΘ
2�����ΓΔ≤ΌΉς»ΥÜT‘ΎΙΛΉς÷–≤ΜΒΟ»Έ“βκxι_(k®Γi)ΙΛΉςçèΈΜ���Θ§≈Rïr(sh®Σ)κxι_(k®Γi)ëΣ(y®©ng)œρ¥ζΙή»ΥΫΜ¥ΐ«ε≥ΰ�ΓΘ
3ΓΔΙΛΉς«ΑëΣ(y®©ng)ôz≤ικäöβ‘O(sh®®)²δ����ΓΔÉx±μΦΑΙΛΨΏ «ΖώΆξΚΟΘ§≥ιοL(f®Ξng)œΒΫy(t®·ng) «ΖώΆξΚΟ�����ΓΘΙΛΉςΆξ°ÖΚσëΣ(y®©ng)ΉωΚΟΙΛΉςàω(ch®Θng)ΒΊΦΑ‘O(sh®®)²δ«ε£ΏΙΛΉς����ΓΘ
4ΓΔëΣ(y®©ng)±MΝΩ≤…”Οüo(w®≤)«ηΙΛΥ΅���Θ§Μ·¨W(xu®Π)ΈοΤΖëΣ(y®©ng)”–¨Θ»ΥΙήάμ���Θ§≤Δ΅ά(y®Δn)ΗώΑ¥”–ξP(gu®Γn)“é(gu®©)Ε®¥φΖ≈ΓΘ
5���ΓΔΙΛΉς÷–≈δ÷ΤΗςΖNΜ·¨W(xu®Π)Υ鳩��ΓΔ‘΅³©ïr(sh®Σ)�����Θ§ëΣ(y®©ng)΅ά(y®Δn)ΗώàΧ(zh®Σ)––Μ·¨W(xu®Π)‘΅ρû(y®Λn)Α≤»Ϊ≤ΌΉς“é(gu®©)≥Χ��ΓΘ
6����ΓΔΫϊ÷Ιüo(w®≤)ξP(gu®Γn)»ΥÜTΏM(j®§n)»κ«ηΜ· “����ΓΔΜ·¨W(xu®Π)ΥéΤΖÉΠ(ch®≥)≤Ί “ΓΔ÷–νlΑl(f®Γ)κäôC(j®©) “ΚΆΗΏνl¥ψΜπ “�ΓΘΗς “É»(n®®i)ëΣ(y®©ng)±Θ≥÷«εùçΘ§≤ΜΕ―Ζ≈üo(w®≤)ξP(gu®Γn)ΈοΤΖ��ΓΘ
7�����ΓΔΙΛΦΰΏM(j®§n)»κ”Ά≤έ“Σ―ΗΥΌ���ΓΘ¥ψΜπ”Ά≤έ÷ή΅ζΫϊ÷ΙΕ―Ζ≈“Ή»Φ“Ή±§ΈοΤΖ���ΓΘ
8���ΓΔ Ι”Ο––ή΅Θ®ΜρÜΈήâΒθή΅Θ©ïr(sh®Σ)ëΣ(y®©ng)”–¨Θ»Υ÷Η™]Θ§≤ΔàΧ(zh®Σ)––”–ξP(gu®Γn)––ή΅ Ι”ΟΒΡΑ≤»Ϊ≤ΌΉς“é(gu®©)≥Χ�ΓΘΨ° Ϋ†tΦΑϊ}‘Γ†tΒΡΒθή΅κäôC(j®©)ëΣ(y®©ng)Ζά±§Θ§δ™ΫzάKëΣ(y®©ng)Ϋ¦(j®©ng)≥Θôz≤ι��Θ§Ε®ΤΎΗϋ™Q���ΓΘ
9�ΓΔΗςΖNèU“Κ�����ΓΔèUΝœëΣ(y®©ng)Ζ÷νê¥φΖ≈Ϋy(t®·ng)“ΜΜΊ ’ΚΆΧéάμ�����ΓΘΫϊ÷ΙκS“βÉA»κœ¬Υ°ΒάΚΆά§Μχœδ�Θ§Ζά÷ΙΈέ»Ψ≠h(hu®Δn)Ψ≥ΓΘ
10����ΓΔ≤…”ΟΟΚ†t�ΓΔΟΚöβ†t��ΓΔ”Ά†tΦ”üαΏM(j®§n)––üαΧéάμ���Θ§ëΣ(y®©ng)Ήώ Ί”–ξP(gu®Γn)†t–ΆΥΨ†tΙΛΑ≤»Ϊ≤ΌΉς“é(gu®©)≥ΧΘ§»κ†tΙΛΦΰ�ΓΔΙΛΨΏëΣ(y®©ng)Η…‘οΓΘ
11���ΓΔ¥σ–ΆüαΧéάμ†tΦΑΏBάm(x®¥)üαΧéάμ†t≤…”Ο†tΉ”ôC(j®©)–ΒίîΥΆΙΛΦΰΚΆ»ΦΝœ���Θ§ Ι”Ο«Α±Ίμöôz≤ι†tΉ”ôC(j®©)–ΒξP(gu®Γn)φI²ς³”(d®Αng)≤ΩΦΰ”–üo(w®≤)üΐ™pΓΔΗ·Έg����Θ§ôC(j®©)–ΒΏ\(y®¥n)––ήâΒά…œ”–üo(w®≤)’œΒKΈοΘ§ΙΛΉςΕ―Ζ≈ΗΏΕ»ΚΆ¨£Ε» «Ζώ≥§Ώ^(gu®Α)“é(gu®©)Ε®��Θ§Ε―Ζ≈ΤΫΖÄ(w®ßn)≈cΖώ�Θ§ΙΛΦΰ≥ω†t–Εή΅ïr(sh®Σ)ëΣ(y®©ng)ΉΔ“βΖά÷Ι?f®Λn)C²ϊΚΆ‘“²ϊ ¬Ι ΓΘ
üαΧéάμ†tΖ÷νê
1����ΓΔ’÷ Ϋ†t
’÷ Ϋ†t“≤ «üαΧéάμ†tΒΡ“ΜΖNΖ÷νêΘ§Υϋ «“ΜΖN±ΜΦ”üαΈο‘Ύ’÷É»(n®®i)ΏM(j®§n)––Φ”üαΒΡ“ΜΖN÷ήΤΎ ΫΙΛΉςΒΡüαΧéάμ†tΘ§Υϋ «”…†t≈_(t®Δi)�ΓΔÉ»(n®®i)’÷“‘ΦΑΆβ’÷Ι≤Ά§ΫM≥…ΒΡΘ§÷ς“ΣëΣ(y®©ng)”Ο”Ύδ™ΨμΚΆ±ΓΑεΕβΒΡΆΥΜπΧéάμ���ΓΘ±ΜΦ”üαΒΡΙΛΦΰΖ≈‘ΎÉ»(n®®i)’÷άοΟφ���Θ§‘ΎÉ»(n®®i)’÷ΚΆΆβ’÷÷°ιgΏM(j®§n)––Ι©üαΘ§»ΜΚσΆυÉ»(n®®i)’÷άοΟφ≥δ»κΩΊ÷ΤöβΖ’����Θ§‘ΎΦ”üαΓΔ±Θ€ΊΚΆΨèάδΒΡΏ^(gu®Α)≥ΧΆξ≥…÷°Κσ��Θ§¨ΔΆβ’÷ΒθΉΏ��Θ§δ™ΨμΨΆ‘ΎÉ»(n®®i)’÷άοΟφΏM(j®§n)––άδÖs����Θ§°î(d®Γng)άδÖsΒΫ“ΜΕ®ΒΡ€ΊΕ»ΒΡïr(sh®Σ)ΚρΘ§Α―É»(n®®i)’÷“≤»ΞΒτ����Θ§Ή¨δ™Ψμ‘ΎΩ’öβάοΟφάδÖsΘ§ί^ΚσΏM(j®§n)–––ΕΝœ���ΓΘ
2����ΓΔφ€?zh®≥n)Ϋ†t
φ€?zh®≥n)Ϋ†t «“ΜΖNίîΥΆéß ΫΒΡüαΧéάμ†tΘ§Ά®Ώ^(gu®Α)φ€½lûιΤδίîΥΆéß¹μ(l®Δi)Ώ\(y®¥n)ΥΆΙΛΦΰ�����ΓΘ «üαΧéάμ†tΖ÷νêΒΡ“ΜΖN�����Θ§÷ς“ΣëΣ(y®©ng)”Ο”Ύ±ΓΑε≈ςήà÷Τ«ΑΦ”üα“‘ΦΑ±ΓΑε≥�ΘΜ·ΧéάμΒΡφ€?zh®≥n)Ϋ†t�����Θ§φ€?zh®≥n)Ϋ†tΒΡφ€½l“ΜΑψ «Α≤―b‘Ύ†tΉ”œ¬ΟφΒΡ€œ≤έάοΟφΒΡ���Θ§‘Ύφ€½l÷°ιgΏÄïΰ(hu®§)Α≤―b”–ΡΆüαΒΡδ™Μρ’Ώ «”ΟΡΆüαηTηF÷ΤΉςΒΡΓΑ†tΉΠΓ±��ΓΘ“ΜΑψ«ι¦rœ¬����Θ§φ€?zh®≥n)Ϋ†tΩ…“‘Α―δ™≤ΡΦ”üαΒΫ900îz œΕ»ΓΘ
3�����ΓΔ†Ω“ΐ ΫüαΧéάμ†t
†Ω“ΐ ΫüαΧéάμ†t‘Ύάδήàéßδ™ΒΡΙηδ™����ΓΔεÉεaΓΔ≤ΜδPδ™“‘ΦΑεÉδ\ΒΡΏBάm(x®¥)üαΧéάμ––‰I(y®®)ëΣ(y®©ng)”ΟΒΡ±»ί^Εύ�Θ§ΕχΫϋéΉΡξΘ§†Ω“ΐ ΫüαΧéάμ†t‘Ύ…ν¦_δ™éßΒΡΆΥΜπΖΫΟφ“≤”–ΥυëΣ(y®©ng)”Ο�ΓΘ†Ω“ΐ ΫüαΧéάμ†t“ΜΑψΩ…“‘Ζ÷ûιΝΔ ΫΚΆ≈P ΫÉ…ΖNΘΚΝΔ ΫΖ÷”–ÜΈ≥ΧΘ®ΝΔ Ϋ†tΘ©ΚΆΕύ≥ΧΘ®Υΰ Ϋ†tΘ©ΘΜΕχ≈P Ϋ“≤Ζ÷Ώ@É…ΖN�Θ§ÜΈ≥ΧΘ®÷±Ά®≈P Ϋ†tΘ©Θ§Εύ≥ΧΘ®’έ·B Ϋ†tΘ©����ΓΘΚΆ’÷ Ϋ†tœύ±»Θ§†Ω“ΐ ΫüαΧéάμ†tΨΏ”–Ϋ®‘O(sh®®)÷ήΤΎΕΧ���Θ§°a(ch®Θn)ΤΖΒΡΌ|(zh®§)ΝΩΚΟ����Θ§’ΦΒΊ…Ό�Θ§≤Δ«“Ή‘³”(d®Αng)Μ·≥ΧΕ»“≤±»ί^ǿ»»Éû(y®≠u)ϋc(di®Θn)�����Θ§ΒΪ «‘O(sh®®)²δ“≤±»ί^èΆ(f®¥)κs�����ΓΘ
4��ΓΔδ™ΫzψU¥ψΜπ†t
èΡ”ΔΈΡpatenting”÷“τΉgûι"±Κβg"†t��Θ§ «†Ω“ΐ ΫüαΧéάμ†tΒΡ“ΜΖN�Θ§”Ο”Ύδ™Ϋz‘ΎψU≤έ÷–Β»€Ί¥ψΜπ«ΑΒΡΦ”üα����ΓΘΦ”üα€ΊΕ»ûι870~970Γφ���ΓΘ†tΉ””–ώRΗΞ Ϋ��ΓΔΟςΜπ ΫΚΆκä÷±Ϋ”Φ”üα Ϋ»ΐΖN�ΓΘ ¥ΥΆβ��Θ§Ψ° Ϋ†t≥Θ”Ο”ΎιL(zh®Θng)¥σΙΛΦΰΚΆή΅ίÜ���ΓΔίÜΙΩΒ»ΒΡüαΧéάμ���ΓΘ‘Γ†tèVΖΚëΣ(y®©ng)”Ο”Ύ–η“ΣΨυ³ρ���ΓΔΩλΥΌΦ”üα≤ΔΖά÷Ι―θΜ·Ο™ΧΦ–ΓΦΰôC(j®©)ΦΰΒΡüαΧéάμΓΘ
5��ΓΔί¹ΒΉ Ϋ†t
”Ο†tÉ»(n®®i)ί¹ΒάΏ\(y®¥n)ΥΆüαΧéάμ≤Ρ�����Θ§―Ί†tΉ”’ϊ²Ä(g®®)ιL(zh®Θng)Ε»ΟΩΗτ“ΜΕ®ΨύκxΑ≤―b“ΜΗυί¹?zh®Λn)?ΈοΝœ‘Ύί¹?zh®Λn)”…œΏ\(y®¥n)––,‘Ύί¹?zh®Λn)”…œΟφΚΆœ¬ΟφΒΡ†tΧ≈ΕΦΩ…≤Φ÷ΟüΐΉλΙ©üα(àD2)�ΓΘί¹?zh®Λn)””–≠h(hu®Δn)ί¹(éß”–±P–Έί¹≠h(hu®Δn))ΚΆΤΫί¹ΕΰΖN,«Α’Ώ÷ΜΡή”Ο”ΎΦ”üαΑε≤Ρ,Κσ’ΏΩ…”Ο”ΎΦ”üαΑε≤ΡΓΔ–Άδ™�ΓΔΙή≤ΡΚΆΑτ≤ΡΓΘί¹?zh®Λn)”Άβ¨”ί¹ΧΉΒΡ≤ΡΌ|(zh®§)Ά®≥ΘûιΡΆüαδ™����Θ§”–ΒΡ“≤”ΟΧΦΜ·ΙηΓΘ€ΊΕ»ΗΏΒΡ†tΉ”(1000~1150Γφ)≤…”ΟΥ°άδίS≤ΔéßΫ^üαÉ»(n®®i)“rΒΡΡΆüα䙆tί¹�����Θ§Μρ»ΪΥ°άδΒΡ†tί¹ΓΘûιΝΥΖά÷Ι?f®Λn)tί¹èù«ζ�����Θ§‘ΎΗΏ€Ίœ¬ΙΛΉςΒΡί¹?zh®Λn)”±Ίμö≤ΜΆΘΒΊ–ΐόD(zhu®Θn);°î(d®Γng)†tΉ”Ω’üΐΜρ≤Μ≥ωΝœïr(sh®Σ)����Θ§“≤“Σ”ΟΒΆΥΌ“‘ΟΩΖ÷γä0.5~1.5÷ήΒΡόD(zhu®Θn)ΥΌî[³”(d®Αng)Μρ–ΐόD(zhu®Θn)ΓΘί¹ΒΉ Ϋ†t“ρΈοΝœÉ…Οφ ήüα�����Θ§Φ”üαί^Ωλ�ΓΔί^Ψυ³ρΘ§èVΖΚëΣ(y®©ng)”Ο”Ύ≥�ΘΜ·ΓΔΆΥΜπ�ΓΔ¥ψΜπΓΔΜΊΜπΒ»üαΧéάμΙΛΥ΅���ΓΘ
üαΧéάμ†t‘O(sh®®)²δ‘™‘θΟ¥Ώx™ώΘΩ
“Μ�ΓΔΗυ™ΰ(j®¥)üαΧéάμΙΛΥ΅“Σ«σΜρ’ΏΝψΦΰΒΡΦΦ–g(sh®¥)“Σ«σΏx™ώΘΚ»γ’{(di®Λo)Ό|(zh®§)ΧéάμΓΔΆΥΜπ�ΓΔ’ΐΜπΒ»Ω…“‘Ώx™ώΤ’Ά®üαΧéάμ†tΘ§»γΙϊ“Σ«σùBΧΦ�ΓΔùBΒΣΏx”ΟùBΧΦ†t����ΓΔΒΣΜ·†t�Θ§»γΙϊ“Σ«σ±μΟφ―θΜ·Ο™ΧΦ΅ά(y®Δn)ΗώΏx™ώΩ…ΩΊöβΖ’†tΓΔ’φΩ’†t����Θ§»γΙϊ“Σ«σ±μΟφ¥ψΜπΏx™ώ÷–νlΓΔΗΏνl¥ψΜπ‘O(sh®®)²δ��Θ§»γ¥Υ»»��ΓΘ
Εΰ�ΓΔΗυ™ΰ(j®¥)≥…±ΨΏx™ώΘΚΤ’Ά®œδ Ϋ†tΓΔΨ° Ϋ†t“ΜΑψ≥…±Ψί^ΒΆ��Θ§Εχ’φΩ’†t��ΓΔϊ}‘Γ†t��ΓΔΩ…ΩΊöβΖ’†t≥…±ΨΗΏ����Θ§Ω…Ηυ™ΰ(j®¥)Ϋo≥ωΒΡÉr(ji®Λ)εX¹μ(l®Δi)Ώx™ώΓΘ
»ΐΓΔΗυ™ΰ(j®¥)ΝψΦΰ–Έ†νΏx™ώΘΚιL(zh®Θng)½UνêΏx™ώΨ° Ϋ†t��Θ§àA±PνêΏx™ώœδ Ϋ†t�����Θ§–ΓΦΰΏx™ώΨW(w®Θng)é߆t»»�����ΓΘ
ΥΡ�����ΓΔΗυ™ΰ(j®¥)ΥυΦ”ΙΛΒΡΝψΦΰ≈ζΝΩΏx™ώ�����Θ§≈ζΝΩ¥σΒΡΏx™ώΏBάm(x®¥)Ής‰I(y®®)†t�����Θ§»γΨW(w®Θng)é߆t�����ΓΔί¹ΒΉ†t���Θ§≈ζΝΩ–ΓΏx™ώ÷ήΤΎΉς‰I(y®®)†t��ΓΘ
Έε���ΓΔΗυ™ΰ(j®¥)ΥυΦ”ΙΛΒΡΝψΦΰ≥Ώ¥γ¥σ–ΓΏx™ώΘΚ≥Ώ¥γ¥σΒΡΏx™ώΙΠ¬ ¥σΒΡ†tΉ”Θ§≥Ώ¥γ–ΓΒΡΏx™ώΙΠ¬ –ΓΒΡ†tΉ”���ΓΘ
Νυ�ΓΔΗυ™ΰ(j®¥)ΩΆëτ“Σ«σΏx™ώΘΚΩΆëτ”–ïr(sh®Σ)“Σ«σΧΊΕ®ΒΡ†tΉ”ΏM(j®§n)––üαΧéάμ��Θ§±»»γ¨ΘιT“Σ«σϊ}‘Γ†tüαΧéάμ�����Θ§ΡψΨΆΒΟΏx™ώϊ}‘Γ†t����Θ§¨ΘιT“Σ«σ’φΩ’†tΘ§ΡψΨΆΒΟΏx™ώ’φΩ’†t���Θ§Εχ≤ΜΡήΏx™ώΤδΥϊνêüαΧéάμ†t�ΓΘ
üαΧéάμ†tΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)ΒΡ–Θ€ (zh®≥n)≈c’{(di®Λo)’ϊ
“ΜΓΔΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n)ΒΡ±Ί“Σ–‘
1�����ΓΔΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n)
Θ®1Θ©ΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)”…üακä≈ΦΘ®ΜρüακäΉηΘ©���ΓΔΏBΫ”¨ß(d®Θo)ΨÄΚΆ€ΊΕ»Εΰ¥ΈÉx±μΫM≥…�����ΓΘΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n) «÷ΗΙΛΥ΅€ΊΕ»Éx±μΘ®Κ§“ΐΨÄ�ΓΔ²ςΗ–ΤςΘ©ΒΡΉxîΒ(sh®¥)Μρ÷ΒΏM(j®§n)––§F(xi®Λn)àω(ch®Θng)±»ί^,“‘±ψ¥_Ε®“―€y(c®®)ΝΩΒΡ€ΊΕ»ΤΪ≤ν «ΖώΨυ‘Ύ”–ξP(gu®Γn)“Σ«σΖΕ΅ζÉ»(n®®i)ΒΡ“ΜΫM≤ΌΉς���ΓΘ‘ΎAMS2750E“≤ΖQûιΓΑœΒΫy(t®·ng)ΨΪΕ»€y(c®®)‘΅Θ®SATΘ©ΜρΧΫα‰ôz≤ιΓ±�Θ§ΤδΡΩΒΡ «¥_±Θ†tΉ”ΒΡΩΊ÷ΤœΒΫy(t®·ng)ΦΑΟΩ²Ä(g®®)ΩΊ÷ΤÖ^(q®±)ΒΡ”¦δ¦Éx±μœΒΫy(t®·ng)ΒΡ€ (zh®≥n)¥_Ε»ΖϊΚœ“Σ«σ�ΓΘ
Θ®2Θ©΅χ(gu®°)É»(n®®i)ΓΔ΅χ(gu®°)ΆβœύξP(gu®Γn)ΦΦ–g(sh®¥)‰Υ(bi®Γo)€ (zh®≥n)“Σ«σ��Θ§–¬Όè(g®Αu)÷ΟΜρ¥σ–όΚσΒΡüαΧéάμ†t����Θ§ Ι”Ο«Α≥ΐΝΥ¨Π(du®§)ΙΛΥ΅€ΊΕ»²ςΗ–ΤςΚΆÉx±μΏM(j®§n)–––Θ€ (zh®≥n)ΆβΘ§ΏÄ–η“ΣΆξ≥…É…μ½(xi®Λng)Ηϋ÷Ί“ΣΒΡΙΛΉςΘΚ“Μ «ΏM(j®§n)––ΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n)����Θ§“‘¥_Ε®‘™œΒΫy(t®·ng)ΒΡΤΪ≤ν «ΖώΖϊΚœ“Σ«σΘΜΕΰ «ΏM(j®§n)––”––ßΦ”üαÖ^(q®±)€ΊΕ»Ψυ³ρ–‘ôz€y(c®®)�Θ§¥_Ε®üαΧéάμ†tΨΏ”–ΖϊΚœΙΛΥ΅“Σ«σΒΡΙΛΉςΩ’ιgΓΘ‘Ύ€ΊΕ»Ψυ³ρ–‘ôz€y(c®®)Ώ^(gu®Α)≥Χ÷–��Θ§»τôz€y(c®®)ΫY(ji®Π)Ιϊ±μΟς’ϊσw€ΊΕ»ΤΪΗΏΜρΤΪΒΆ����Θ§³t–η“Σ¨Π(du®§)ΙΛΥ΅Éx±μΏM(j®§n)––’{(di®Λo)’ϊΓΘ Ι”Ο÷–ΒΡüαΧéάμ“≤–η“ΣΑ¥“é(gu®©)Ε®ΒΡïr(sh®Σ)ιgιgΗτΏM(j®§n)––ΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n)�����Θ§Ώ@ «±ΘΉCüαΧéάμùMΉψΙΛΥ΅“Σ«σΒΡ÷Ί“Σ ÷ΕΈ÷°“Μ��Θ§≤ΜΩ…Μρ»±��ΓΘ
2�����ΓΔΉÉΜ·ΒΡΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)
Θ®1Θ©†t€ΊΨυ³ρ–‘ «ΩΦΚΥ†tΉ”ΡήΖώùMΉψΙΛΥ΅€ΊΕ»“Σ«σΒΡξP(gu®Γn)φI÷Η‰Υ(bi®Γo)�ΓΘ†t€ΊΨυ³ρ–‘ôz€y(c®®) «“Μ²Ä(g®®)èΆ(f®¥)κsΓΔ Ι”Ο²ςΗ–ΤςΕύ��ΓΔôz€y(c®®)ïr(sh®Σ)ιgιL(zh®Θng)Θ§‘ΎΖ«…ζ°a(ch®Θn)†νëB(t®Λi)œ¬ΏM(j®§n)––ΒΡΏ^(gu®Α)≥Χ�Θ§üo(w®≤)Ζ®Ϋ¦(j®©ng)≥Θ–‘ΜρΕΧ÷ήΤΎΏM(j®§n)––ΓΘ
Θ®2Θ©†t€ΊΨυ³ρ–‘ «ΖώΩ…ΩΩ��Θ§÷ς“Σ»Γ¦Q”ΎüαΧéάμ†tÉ»(n®®i)Φ”üα‘ΣΦΰΒΡΑl(f®Γ)üαΧΊ–‘ΚΆΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)ΒΡ€y(c®®)ΝΩ≈cΩΊ÷ΤΡήΝΠ��ΓΘ‘ΎΖÄ(w®ßn)Ε®ΒΡΩΊ÷Τ½lΦΰœ¬�����Θ§Φ”üα‘ΣΦΰ°a(ch®Θn)…ζΒΡüαΝΩ“‘ΦΑ–Έ≥…ΒΡ€ΊΕ»Ζ÷≤Φ†νëB(t®Λi)ΨΏ”–ί^ΚΟΒΡ÷ΊèΆ(f®¥)–‘����ΓΘΦΌ»τΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng) «œύ¨Π(du®§)ΖÄ(w®ßn)Ε®ΒΡΘ§†t€ΊΨυ³ρ–‘“≤ïΰ(hu®§)‘Ύ…œ¥Έôz€y(c®®)ΫY(ji®Π)ΙϊΒΡί^–ΓΖΕ΅ζÉ»(n®®i)ΉÉΜ·����Θ§”––ߨç(sh®Σ)§F(xi®Λn)ΙΛΥ΅€ΊΕ»ΒΡΩΊ÷ΤΓΘ“ρ¥Υ�����Θ§‘ΎÉ…¥Έ€ΊΕ»Ψυ³ρ–‘ôz€y(c®®)÷°ιgΏM(j®§n)––Εύ¥ΈΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n) «¨Π(du®§)†t€ΊΏM(j®§n)––ΩΊ÷ΤΒΡ“Μ²Ä(g®®)ΚΟόkΖ®��Θ§±MΙήΏ@≤Μ «±ΘΉC†t€ΊΨυ³ρ–‘ΖϊΚœΙΛΥ΅“Σ«σΒΡ****ΖΫΖ®�Θ§Ös «±»ί^»ί“Ή≤ΌΉςΒΡΖΫΖ®�ΓΘ
Ρ«Ο¥��Θ§ « ≤Ο¥‘≠“ρ?q®±)ß÷¬ΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)ΉÉΜ·ΡΊ�ΘΩΩ…èΡ“‘œ¬éΉ²Ä(g®®)ΖΫΟφΏM(j®§n)––Ζ÷ΈωΘΚ
ΔΌ‘O(sh®®)²δ§F(xi®Λn)àω(ch®Θng)≠h(hu®Δn)Ψ≥½lΦΰΒΡ”ΑμëΘ§ΧΊ³e «≠h(hu®Δn)Ψ≥€ΊΕ»ΒΡΉÉΜ·��Θ§ ΙΒΟΙΛΥ΅€ΊΕ»²ςΗ–Τς�ΓΔΏBΫ”¨ß(d®Θo)ΨÄΚΆΙΛΥ΅€ΊΕ»Éx±μΒΡ”΄(j®§)ΝΩΧΊ–‘Χé‘Ύ≤ΜîύΉÉΜ·÷°÷–���ΓΘ
ΔΎüακä≈Φ‘Ύ†tÉ»(n®®i)öβΖ’÷–±ΜΦ”üαΚΆάδÖs�����Θ§ïΰ(hu®§)¨ß(d®Θo)÷¬κä≈ΦΒΡκä‰OΨßΝΘιL(zh®Θng)¥σ���ΓΔ―θΜ·ΓΔΗ·ΈgΜρ≥…Ζ÷™]Αl(f®Γ)Β»�Θ§ ΙΒΟüακä≈ΦΒΡüαΧΊ–‘Αl(f®Γ)…ζΉÉΜ·ΓΘ
ΔέΙΛΥ΅€ΊΕ»Éx±μΉ‘…μάœΜ·¨ß(d®Θo)÷¬ΒΡ”΄(j®§)ΝΩΧΊ–‘ΉÉΜ·���ΓΘΏ@–©ΉÉΜ·ïΰ(hu®§)¨ß(d®Θo)÷¬ΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)ΒΡΉÉΜ·���Θ§ ΙüαΧéάμ†tΒΡ€ΊΕ»ΩΊ÷Τϋc(di®Θn)Αl(f®Γ)…ζΤΪκx��Θ§†tΉ”ΒΡ¨ç(sh®Σ)κH€ΊΕ»ΤΪκxΙΛΥ΅€ΊΕ»�ΓΘ‘Ύ Ι”Ο§F(xi®Λn)àω(ch®Θng)���ΓΔ Ι”ΟΏ^(gu®Α)≥Χ÷–Ϋ¦(j®©ng)≥Θ–‘ΏM(j®§n)––ΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n)�Θ§ ΙΤδΨCΚœΤΪ≤νΩΊ÷Τ‘Ύ“Μ²Ä(g®®)Ω…Ϋ” ήΒΡΖΕ΅ζÉ»(n®®i)�����Θ§Ω…±ΘΉCΙΛΥ΅€ΊΕ»‘Ύ“Μ²Ä(g®®)ΚœάμΒΡΖΕ΅ζΉÉΜ·���ΓΘ
AMS2750E“é(gu®©)Ε®�Θ§ΙΛΉς”ΟΝ°Ϋπ¨Όüακä≈ΦΉςûιΙΛΥ΅²ςΗ–Τς�����Θ§ÉH–η‘Ύ**** Ι”Ο«Α–Θρû(y®Λn)�Θ§÷°Κσüo(w®≤)–η‘Ό–Θ€ (zh®≥n)ΓΘΗυ™ΰ(j®¥)öv¥ΈΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n)ΫY(ji®Π)ΙϊΒΡΉÉΜ·���Θ§¥_Ε® «Ζώ–η“ΣΗϋ™QΙΛΥ΅²ςΗ–Τς���ΓΘ
Εΰ�ΓΔΙΛΥ΅€ΊΕ»œΒΫy(t®·ng)–Θ€ (zh®≥n)ΖΫΖ®
‘ΎAMS2750E�����ΓΔGJB509BΚΆGB/T30825÷–Ϋo≥ωΝΥΫϋΥΤΒΡ“é(gu®©)Ε®�ΓΘGJB509B¦](m®Πi)”–Ϋo≥ωΨΏσwΒΡ≤ΌΉς“Σ«σΓΘΨCΚœ≤ΜΆ§‰Υ(bi®Γo)€ (zh®≥n)ΒΡ“é(gu®©)Ε®����Θ§‘ΎΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n)ïr(sh®Σ)��Θ§ëΣ(y®©ng)ΖϊΚœ“‘œ¬éΉ²Ä(g®®)ΖΫΟφΒΡ“Σ«σΘΚ
1���ΓΔ–Θ€ (zh®≥n)―b÷Ο
Θ®1Θ©–Θ€ (zh®≥n)―b÷Ο «”…–Θ€ (zh®≥n)”Ο€ΊΕ»²ςΗ–ΤςΘ®üακä≈ΦΜρüακäΉηΘ©���ΓΔΏBΫ”¨ß(d®Θo)ΨÄΚΆ–Θ€ (zh®≥n)Éx±μΫM≥…Θ§ΥϋëΣ(y®©ng)‘™ «“Μ²Ä(g®®)ΖÄ(w®ßn)Ε®ΒΡ�����ΓΔΫ¦(j®©ng)Ώ^(gu®Α)–Θ€ (zh®≥n)“―÷Σ’`≤νΒΡœΒΫy(t®·ng)�ΓΘ
Θ®2Θ©–Θ€ (zh®≥n)”Ο²ςΗ–ΤςΒΡ Ψ÷Β’`≤νëΣ(y®©ng)ΖϊΚœΓάΘ®1.1ΓφΜρ0.4ΘΞΉxîΒ(sh®¥)Θ©Θ§Τδ€y(c®®)ΝΩΕΥ≈cΙΛΥ΅²ςΗ–Τς€y(c®®)€ΊΕΥ÷°ιgΒΡΨύκx≤Μ¥σ”Ύ76mmΘ§‘ΫΫϋ‘ΫΚΟ�����Θ§“‘±ψ€p…ΌΩ’ιgΨύκx¨Π(du®§)–Θ€ (zh®≥n)ΫY(ji®Π)ΙϊΒΡ”Αμë�����ΓΘ‘Ύ¥ΥΚσΒΡ–Θ€ (zh®≥n)÷–��Θ§–Θ€ (zh®≥n)”Ο²ςΗ–ΤςΑ≤―bΒΡΈΜ÷ΟΚΆΖΫœρëΣ(y®©ng)±Θ≥÷≤ΜΉÉ���Θ§“‘¥_±Θöv¥Έ–Θ€ (zh®≥n)îΒ(sh®¥)™ΰ(j®¥)÷°ιgΒΡΩ…±»ί^–‘�����ΓΘ
Θ®3Θ©‘ ‘S‘ΎΏM(j®§n)–––Θ€ (zh®≥n)ΒΡ°î(d®Γng)ïr(sh®Σ)Α≤―b–Θ€ (zh®≥n)”Ο²ςΗ–Τς�Θ§“≤‘ ‘S≤…”ΟώvΝτ–Θ€ (zh®≥n)”Ο²ςΗ–ΤςΒΡΖΫΖ®��ΓΘ≤…”ΟώvΝτ–Θ€ (zh®≥n)”Ο²ςΗ–Τς¥φ‘Ύ“ΜΕ®ΒΡοL(f®Ξng)κU(xi®Θn)��Θ§“ρ?y®Λn)ι‘ΎüαΧéάμ†tΒΡΦ”üαΚΆάδÖsΏ^(gu®Α)≥Χ÷–����Θ§»ΈΚΈνê–Ά€ΊΕ»²ςΗ–ΤςΒΡ”΄(j®§)ΝΩΧΊ–‘ΕΦïΰ(hu®§)Αl(f®Γ)…ζΉÉΜ·Θ§Ώ@ΖNΉÉΜ·üo(w®≤)“…ïΰ(hu®§)Ζ¥”≥‘Ύ–Θ€ (zh®≥n)ΫY(ji®Π)Ιϊ÷–Θ§ ΙΒΟ–Θ€ (zh®≥n)ΫY(ji®Π)Ιϊ≤ΜΩ…ΩΩ���ΓΘ
Θ®4Θ©–Θ€ (zh®≥n)Éx±μΒΡ Ψ÷Β’`≤νëΣ(y®©ng)ΖϊΚœΓάΘ®1.1ΓφΜρ0.4ΘΞΉxîΒ(sh®¥)Θ©��Θ§ΨΏ”–ί^ΗΏΒΡΖ÷±φΝΠΚΆΏmëΣ(y®©ng)üαΧéάμ†tΉ”ΙΛΉς§F(xi®Λn)àω(ch®Θng)≠h(hu®Δn)Ψ≥½lΦΰΒΡΡήΝΠ�����ΓΘëΣ(y®©ng)±MΝΩ€p…ΌΏBΫ”¨ß(d®Θo)ΨĨΠ(du®§)–Θ€ (zh®≥n)ΫY(ji®Π)ΙϊΒΡ”Αμë�����Θ§°î(d®Γng)“‘üακä≈Φûι–Θ€ (zh®≥n)”Ο²ςΗ–Τςïr(sh®Σ)��Θ§ëΣ(y®©ng)≤…”Ο≈c²ςΗ–ΤςΚΆÉx±μœύΆ§Ζ÷Ε»Χ•(h®Λo)ΒΡΫ¦(j®©ng)Ώ^(gu®Α)–Θ€ (zh®≥n)ΒΡ―a(b®≥)Éî¨ß(d®Θo)ΨÄΘΜ°î(d®Γng)“‘üακäΉηûι–Θ€ (zh®≥n)”Ο²ςΗ–Τς�Θ§“ΐΨÄκäΉη³t «ΩΦë]ΒΡξP(gu®Γn)φI“ρΥΊΓΘ
2�ΓΔ–Θ€ (zh®≥n)€ΊΕ»ΒΡΏx™ώ
–Θ€ (zh®≥n)Ω…“‘‘ΎüαΧéάμΙΛΥ΅Ώ^(gu®Α)≥Χ÷–ΏM(j®§n)––Θ§ΙΛΥ΅€ΊΕ»Ήςûι–Θ€ (zh®≥n)€ΊΕ»�Θ§ ΙΒΟ–Θ€ (zh®≥n)ΙΛΉς≤Μ”Αμë…ζ°a(ch®Θn)ΏM(j®§n)Ε»ΓΘ“≤Ω…“‘ÜΈΣö(d®≤)ΏM(j®§n)––��Θ§Ω…“‘Ώx™ώΫϋΤΎ≥Θ”ΟΒΡΙΛΥ΅€ΊΕ»ΜρΨΏ”–¥ζ±μ–‘ΒΡ€ΊΕ»Ήςûι–Θ€ (zh®≥n)€ΊΕ»�����ΓΘ≤Μ±Ί‘ΎΕύ²Ä(g®®)€ΊΕ»ΏM(j®§n)–––Θ€ (zh®≥n)Θ§“ρ?y®Λn)ι–Θ€?zh®≥n)ÉHÉH «¨Π(du®§)ΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)€ (zh®≥n)¥_Ε»ΒΡρû(y®Λn)ΉC�����Θ§÷Μ“ΣΡήâρ±μΟςœΒΫy(t®·ng)¦](m®Πi)”–ί^¥σΒΡΤΪκxΜρ±Θ≥÷ΝΥ±Ί“ΣΒΡΖÄ(w®ßn)Ε®–‘Φ¥Ω…���ΓΘ
3���ΓΔ–Θ€ (zh®≥n)Υψ€ΊΕ»≤ν÷ΒΒΡ”΄(j®§)Υψ
Θ®1Θ©€y(c®®)ΝΩîΒ(sh®¥)™ΰ(j®¥)ΒΡΪ@»ΓΚΆΧéάμ «ΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)ΖϊΚœ–‘≈–îύΒΡ÷Ί“Σ≠h(hu®Δn)Ιù(ji®Π)ΓΘ‘ΎΉx»ΓΙΛΥ΅€ΊΕ»Éx±μΚΆ–Θ€ (zh®≥n)Éx±μΒΡΉxîΒ(sh®¥)ïr(sh®Σ)��Θ§–η“ΣùMΉψÉ…²Ä(g®®)½lΦΰΘΚ
Τδ“Μ�����Θ§ΉxîΒ(sh®¥)ëΣ(y®©ng)‘Ύ†t€ΊΧé”ΎΖÄ(w®ßn)Ε®†νëB(t®Λi)œ¬ΏM(j®§n)––����Θ§»τΙΛΥ΅€ΊΕ»Éx±μο@ Ψ÷Β «ΖÄ(w®ßn)Ε®ΒΡΜρ≥ ÷ήΤΎ–‘ΉÉΜ·Θ§³t±μΟς†t€ΊΏ_(d®Δ)ΒΫΖÄ(w®ßn)Ε®†νëB(t®Λi)���ΓΘ
ΤδΕΰ���Θ§ëΣ(y®©ng)Ά§ïr(sh®Σ)Ήx»ΓΙΛΥ΅Éx±μΚΆ–Θ€ (zh®≥n)Éx±μΒΡΉxîΒ(sh®¥)��Θ§Μρ‘Ύί^ΕΧïr(sh®Σ)ιgÉ»(n®®i)Άξ≥…ΉxîΒ(sh®¥)ΒΡ≤ΌΉς���ΓΘΏ@‰”ΉωΩ…“‘€p…Ό†t€Ί≤®³”(d®Αng)¨Π(du®§)ΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n)ΫY(ji®Π)ΙϊΒΡ”ΑμëΓΘ
Θ®2Θ©‘ΎΏM(j®§n)––€y(c®®)ΝΩîΒ(sh®¥)™ΰ(j®¥)Χéάμïr(sh®Σ)���Θ§ûιΝΥ€ (zh®≥n)¥_Ϊ@ΒΟΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)ΒΡΤΪ≤ν��Θ§–Θ€ (zh®≥n)Éx±μΒΡΉxîΒ(sh®¥)–η“ΣΗυ™ΰ(j®¥)–Θ€ (zh®≥n)”Ο²ςΗ–ΤςΚΆÉx±μ–Θ€ (zh®≥n)ΉCïχ(sh®±)…œΫo≥ωΒΡ’`≤νΏM(j®§n)–––ό’ΐ�����ΓΘ¨Π(du®§)”ΎΙΛΥ΅Éx±μΉxîΒ(sh®¥)Εχ―‘����Θ§“ρ?y®Λn)ιΙΛΥ΅Éx±μ÷–Ω…Ρή¥φ‘Ύ“ρ?y®Λn)ιÉx±μ–Θ€ (zh®≥n)���ΓΔΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n)ΚΆ†t€ΊΨυ³ρ–‘ôz€y(c®®)ΒΡ’{(di®Λo)’ϊ÷ΒΘ§«ι¦r¬‘ο@èΆ(f®¥)κs���Θ§Ώ@–©’{(di®Λo)’ϊ÷ΒΗΡΉÉΝΥΙΛΥ΅Éx±μΒΡΉxîΒ(sh®¥)���ΓΘΗυ™ΰ(j®¥)’{(di®Λo)’ϊ÷Β¹μ(l®Δi)‘¥ΖΫ Ϋ≤ΜΆ§��Θ§Ζ÷ûι“‘œ¬éΉΖN«ι¦rΏM(j®§n)––’f(shu®≠)Ος�����ΓΘ
ΔΌ»τüαΧéάμ†t»’≥Θ Ι”ΟΜρ€ΊΕ»Ψυ³ρ–‘ôz€y(c®®)ïr(sh®Σ)���Θ§ΙΛΥ΅Éx±μ‘O(sh®®)Ε®÷Β“‘ΦΑο@ ΨΚΆ”¦δ¦ΒΡîΒ(sh®¥)™ΰ(j®¥)–η“ΣΗυ™ΰ(j®¥)ΙΛΥ΅²ςΗ–ΤςΚΆÉx±μΒΡ–Θ€ (zh®≥n)’`≤νΏM(j®§n)–––ό’ΐΒΡΘ§‘ΎSATîΒ(sh®¥)™ΰ(j®¥)Χéάμïr(sh®Σ)��Θ§“≤ëΣ(y®©ng)Ηυ™ΰ(j®¥)ί^Ϋϋ“Μ¥ΈΙΛΥ΅²ςΗ–ΤςΚΆÉx±μΒΡ–Θ€ (zh®≥n)’`≤νΏM(j®§n)–––ό’ΐ�����ΘΜ»τüαΧéάμ†t»’≥Θ Ι”ΟΜρ€ΊΕ»Ψυ³ρ–‘ôz€y(c®®)ïr(sh®Σ)�����Θ§ΙΛΥ΅Éx±μ‘O(sh®®)Ε®÷Β“‘ΦΑο@ ΨΚΆ”¦δ¦ΒΡîΒ(sh®¥)™ΰ(j®¥)≤Μ–η“ΣΗυ™ΰ(j®¥)ΙΛΥ΅²ςΗ–ΤςΚΆÉx±μΒΡ–Θ€ (zh®≥n)’`≤νΏM(j®§n)–––ό’ΐΒΡ�Θ§‘ΎSATîΒ(sh®¥)™ΰ(j®¥)Χéάμïr(sh®Σ)Θ§≤ΜëΣ(y®©ng)¨Π(du®§)ΙΛΥ΅²ςΗ–ΤςΚΆÉx±μΒΡ–Θ€ (zh®≥n)’`≤νΏM(j®§n)–––ό’ΐ����ΓΘ
ΔΎΙΛΥ΅€ΊΕ»Éx±μ–Θ€ (zh®≥n)ïr(sh®Σ)��Θ§”…”Ύ Ψ÷Β’`≤ν≥§Ώ^(gu®Α)ΝΥ“é(gu®©)Ε®ΒΡ‘ ‘S’`≤ν�Θ§¨Π(du®§)ΙΛΥ΅Éx±μΉxîΒ(sh®¥)ΏM(j®§n)––ΒΡ’{(di®Λo)’ϊ���ΓΘ’{(di®Λo)’ϊΒΡΡΩΒΡ «ûιΝΥ ΙÉx±μΒΡ Ψ÷ΒΖϊΚœ“é(gu®©)Ε®��Θ§SATîΒ(sh®¥)™ΰ(j®¥)Χéάμïr(sh®Σ)�Θ§‘™’{(di®Λo)’ϊ÷Β≤Μ”Ο”ΎΙΛΥ΅Éx±μΉxîΒ(sh®¥)ΒΡ–ό’ΐ�����ΓΘ
ΔέΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n)ïr(sh®Σ)�����Θ§»τ–Θ€ (zh®≥n)ΫY(ji®Π)Ιϊ≥§≥ωΒΡΖΕ΅ζΜρΫ”ΫϋΏÖΫγ����Θ§¨Π(du®§)ΙΛΥ΅Éx±μΉxîΒ(sh®¥)ΏM(j®§n)––’{(di®Λo)’ϊΓΘ’{(di®Λo)’ϊΒΡΡΩΒΡ «ûιΝΥ ΙΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)ΒΡΤΪ≤νΖϊΚœ“é(gu®©)Ε®ΒΡ“Σ«σ�����Θ§SATîΒ(sh®¥)™ΰ(j®¥)Χéάμïr(sh®Σ)�Θ§‘™’{(di®Λo)’ϊ÷Β≤Μ”Ο”ΎΙΛΥ΅Éx±μΉxîΒ(sh®¥)ΒΡ–ό’ΐΘ§Ζώ³t��Θ§ΚœΗώΒΡΫY(ji®Π)Ιϊ÷Ί–¬ΜΊΒΫ≤ΜΚœΗώ†νëB(t®Λi)�ΓΘ
Δή†t€ΊΨυ³ρ–‘ôz€y(c®®)ïr(sh®Σ)Θ§”…”ΎΩΊ÷Τϋc(di®Θn)≈c¨ç(sh®Σ)κH€ΊΕ»Ψυ³ρ–‘ôz€y(c®®)ΫY(ji®Π)ΙϊΒΡ÷––Ρϋc(di®Θn)¥φ‘ΎΤΪ≤ν���Θ§¨Π(du®§)ΙΛΥ΅Éx±μΉxîΒ(sh®¥)ΏM(j®§n)––ΒΡ’{(di®Λo)’ϊ�����ΓΘ’{(di®Λo)’ϊ «ν~Άβ ©Φ”ΫoΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)ΒΡ����Θ§≤ΔΖ«œΒΫy(t®·ng)Ή‘…μΒΡΤΪκxΕχ¨ç(sh®Σ) ©ΒΡ’{(di®Λo)’ϊ�����Θ§SATîΒ(sh®¥)™ΰ(j®¥)Χéάμïr(sh®Σ)��Θ§‘™’{(di®Λo)’ϊ÷Β–η“Σ‘ΎΙΛΥ΅Éx ±μΉxîΒ(sh®¥)÷–”η“‘–ό’ΐ����ΓΘ
4ΓΔ–Θ€ (zh®≥n)ιgΗτΒΡ“é(gu®©)Ε®
AMS2750E���ΓΔGJB509B��ΓΔGB/T30825÷–Ϋo≥ωΝΥ≤ΜΆ§νê³eΚΆ≤ΜΆ§Éx±μνê–ΆüαΧéάμ†tΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)ΒΡïr(sh®Σ)ιgιgΗτ�����ΓΘïr(sh®Σ)ιgιgΗτ≈c€ΊΕ»Ψυ³ρ–‘ΒΡ‘ ‘SΖΕ΅ζ”–ξP(gu®Γn)�Θ§‘ ‘SΤΪ≤ν‘Ϋ–ΓΘ§ιgΗτ‘ΫΕΧ�ΘΜïr(sh®Σ)ιgιgΗτ≈cÉx±μνê–Ά”–ξP(gu®Γn)Θ§≈δ÷ΟΗϋΕύΒΡΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)�����Θ§Ω…Ά®Ώ^(gu®Α)Ώ@–©€y(c®®)ΝΩîΒ(sh®¥)™ΰ(j®¥)÷°ιgΒΡ±»ί^ρû(y®Λn)ΉC¥_Ε®ΙΛΥ΅€ΊΕ»ΒΡΖÄ(w®ßn)Ε®–‘�����Θ§Ω…“‘≤…”Οί^ιL(zh®Θng)ΒΡιgΗτ�����ΓΘïr(sh®Σ)ιgιgΗτ≈cΙΛΥ΅²ςΗ–ΤςΒΡΖÄ(w®ßn)Ε®–‘”–ξP(gu®Γn)�����Θ§»τ Ι”ΟΝΥψKκäΉηΓΔΌFΫπ¨Όüακä≈Φ“‘ΦΑN–ΆΒ»ί^ΖÄ(w®ßn)Ε®ΒΡΙΛΥ΅²ςΗ–Τς����Θ§“≤Ω…“‘―”ιL(zh®Θng)ïr(sh®Σ)ιgιgΗτ����ΓΘ»τ†tΉ”ν~Άβ‘ωΦ”ΝΥΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)Θ§ΤδΥϊœΒΫy(t®·ng) Ι”ΟΝΥΖÄ(w®ßn)Ε®ΒΡ²ςΗ–ΤςΜρΕύΙΛΥ΅²ςΗ–ΤςΏM(j®§n)––ΦΑïr(sh®Σ)Ηϋ™Q�Θ§≤Δ¨Π(du®§)≤ΜΆ§œΒΫy(t®·ng)ΒΟΒΫΒΡîΒ(sh®¥)™ΰ(j®¥)ΦΑïr(sh®Σ)ΏM(j®§n)––œύΜΞρû(y®Λn)ΉCΘ§“≤Ω…“‘Οβ≥ΐΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n)���ΓΘ
5�ΓΔ–η–Θ€ (zh®≥n)ΒΡΙΛΥ΅€ΊΕ»Éx±μ
≤ΜΆ§νê–ΆÉx±μΒΡüαΧéάμ†t≈δ÷Ο≤ΜΆ§îΒ(sh®¥)ΝΩΒΡΙΛΥ΅²ςΗ–ΤςΚΆÉx±μ�����Θ§Ζ≤ «îΒ(sh®¥)™ΰ(j®¥)”Ο”ΎüαΧéάμΌ|(zh®§)ΝΩ≈–îύΒΡΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)��Θ§ΨυëΣ(y®©ng)ΏM(j®§n)–––Θ€ (zh®≥n)�����ΘΜΖ≤ «îΒ(sh®¥)™ΰ(j®¥)≤Μ”Ο”ΎüαΧéάμΌ|(zh®§)ΝΩ≈–îύΒΡΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)Θ§³t≤Μ±ΊΏM(j®§n)–––Θ€ (zh®≥n)�Θ§»γÉH”Ο”Ύ≥§€Ίàσ(b®Λo)Ψ·ΒΡÉx±μœΒΫy(t®·ng)ΓΘ¨Π(du®§)”ΎΩΊ÷Τ²ςΗ–ΤςΕχ―‘���Θ§≤ΜÉH–η“Σ¨Π(du®§)ΩΊ÷ΤÉx±μΒΡΉxîΒ(sh®¥)ΏM(j®§n)–––Θ€ (zh®≥n)����Θ§ΏÄ“Σ¨Π(du®§)”¦δ¦Éx±μΒΡΉxîΒ(sh®¥)ΏM(j®§n)–––Θ€ (zh®≥n)�����ΓΘ¨Π(du®§)”ΎΤδΥϊΒΡΗΫΦ”œΒΫy(t®·ng)�Θ§»γΊ™(f®¥)ίdüακä≈ΦΘ§”––ßΦ”üαÖ^(q®±)…œ¥Έôz€y(c®®)¥_Ε®ΒΡΗΏ€Ί²ςΗ–ΤςΚΆΒΆ€Ί²ςΗ–ΤςΒ»œΒΫy(t®·ng)��Θ§–η“ΣΏM(j®§n)––ΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n)���ΓΘ
»ΐ�ΓΔΙΛΥ΅€ΊΕ»Éx±μΒΡ’{(di®Λo)’ϊ
»τΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n)ΫY(ji®Π)Ιϊ≤ΜΖϊΚœ“Σ«σ�����Θ§–η“ΣèΡ≤ΜΆ§≠h(hu®Δn)Ιù(ji®Π)≤ι’“‘≠“ρ�ΓΘቨΠ(du®§)≤ΜΆ§«ι¦r����Θ§ΏM(j®§n)––≤ΜΆ§ΒΡ’{(di®Λo)’ϊΜρΗϋ™Q��ΓΘ
1����ΓΔ»τë―“…ΙΛΥ΅²ςΗ–Τς¥φ‘ΎÜ•(w®®n)ν}���Θ§“ΜΖN«ι¦r «ΙΛΥ΅²ςΗ–Τς≥§≤ν��Θ§Ω…‘Ύ†t€ΊΖÄ(w®ßn)Ε®†νëB(t®Λi)œ¬ρû(y®Λn)ΉC�����Θ§Φ¥ Ι”Ο–Θ€ (zh®≥n)Éx±μΖ÷³e€y(c®®)ΝΩΙΛΥ΅²ςΗ–ΤςΚΆ–Θ€ (zh®≥n)”Ο²ςΗ–ΤςΒΡΉxîΒ(sh®¥)�Θ§Υϋ²É÷°ιgΒΡ≤ν³e»τ≤Μ≥§Ώ^(gu®Α)ΙΛΥ΅²ςΗ–Τς‘ ‘S’`≤νΒΡ“Σ«σ��Θ§’f(shu®≠)Ος‘™²ςΗ–ΤςΒΡ Ψ÷ΒΖϊΚœ“Σ«σ�����Θ§»τ≥§≥ωΝΥ‘ ‘S’`≤νΒΡ“Σ«σ�Θ§³tëΣ(y®©ng)Ηϋ™QΙΛΥ΅²ςΗ–ΤςΓΘΝμ“ΜΖN«ι¦rΙΛΥ΅²ςΗ–ΤςΒΡΑ≤―bΈΜ÷ΟΑl(f®Γ)…ζΉÉΜ·Θ§Ώ@ΖN“Τ³”(d®Αng)ο@»ΜΗΡΉÉΝΥΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)ΒΡΤΪ≤ν��ΓΘΉCΟςΙΛΥ΅²ςΗ–Τς±Μ“Τ³”(d®Αng)ΒΡΉC™ΰ(j®¥)Ω…“‘ «ΙΛΥ΅²ςΗ–ΤςΑ≤―bΈΜ÷ΟΒΡ‰Υ(bi®Γo)”¦�����Θ§“≤Ω…“‘ «–Θ€ (zh®≥n)”Ο²ςΗ–ΤςΚΆΙΛΥ΅²ςΗ–Τς÷°ιgΒΡΨύκx����ΓΘ»τ¥_¨ç(sh®Σ)¨Ό”ΎΏ@ΖN«ι¦rΘ§ëΣ(y®©ng)¨ΔΙΛΥ΅²ςΗ–ΤςΜ÷èΆ(f®¥)ΒΫ‘≠”–ΒΡΈΜ÷Ο…œ��ΓΘ2��ΓΔ»τë―“…ΙΛΥ΅Éx±μ¥φ‘ΎÜ•(w®®n)ν}�����Θ§Ω…άϊ”Ο€ΊΕ»–Θ€ (zh®≥n)ÉxΫoΙΛΥ΅Éx±μίî»κ‰Υ(bi®Γo)ΖQ€ΊΕ»÷Β��Θ§»τΙΛΥ΅Éx±μΉxîΒ(sh®¥)≈c‰Υ(bi®Γo)ΖQ€ΊΕ»÷°≤ν≤Μ≥§Ώ^(gu®Α)‘ ‘S’`≤ν“Σ«σ�Θ§’f(shu®≠)ΟςÉx±μΒΡ Ψ÷Β’`≤νΖϊΚœ“é(gu®©)Ε®ΘΜœύΖ¥ΒΡ’f(shu®≠)ΟςÉx±μΒΡ Ψ÷Β’`≤νΩ…Ρή≥§≥ωΝΥ“é(gu®©)Ε®ΒΡΖΕ΅ζ���Θ§ëΣ(y®©ng)Α¥’’“é(gu®©)Ε®÷Ί–¬–Θ€ (zh®≥n)Éx±μ�����Θ§¥_¨ç(sh®Σ)≤ΜΚœΗώΒΡ���Θ§ëΣ(y®©ng)ΏM(j®§n)––’{(di®Λo)’ϊΜρΗϋ™Q��ΓΘ
3��ΓΔ»τ“‘…œΒΡ‘≠“ρΕΦ≤Μ¥φ‘Ύ���Θ§≥§≤ν «ΨCΚœ“ρΥΊΉς”ΟΒΡΫY(ji®Π)Ιϊ���Θ§¥Υïr(sh®Σ)–η“Σ¨Π(du®§)ΙΛΥ΅Éx±μΒΡο@ ΨΜρ”¦δ¦’{(di®Λo)’ϊ��ΓΘ’{(di®Λo)’ϊëΣ(y®©ng)ΉωΚΟ”¦δ¦�����Θ§’{(di®Λo)’ϊΚσëΣ(y®©ng)÷Ί–¬ΏM(j®§n)––ΙΛΥ΅€ΊΕ»Éx±μœΒΫy(t®·ng)–Θ€ (zh®≥n)��ΓΘ
4���ΓΔΙΛΥ΅Éx±μΒΡ’{(di®Λo)’ϊ“≤Αϋά®ΙΛΥ΅€ΊΕ»ΩΊ÷ΤÖΔîΒ(sh®¥)ΒΡ’{(di®Λo)’ϊ��Θ§»γΩΊ÷ΤΖΫ ΫΘ®ΈΜ ΫΩΊ÷Τ�ΓΔïr(sh®Σ)ιg±»άΐΩΊ÷Τ�ΓΔPIDΩΊ÷ΤΒ»Θ©ΓΔΩΊ÷ΤÖΔîΒ(sh®¥)Θ®«–™Q≤ν�ΓΔ±»άΐéßΓΔPIDÖΔîΒ(sh®¥)Β»Θ©�����ΓΔίî≥ωΙΠ¬ “‘ΦΑ“÷÷Τ≥§’{(di®Λo)œΒîΒ(sh®¥)ΒΡ’{(di®Λo)’ϊΒ»�ΓΘΏ@ΖN’{(di®Λo)’ϊ≤Μ «Ϋ¦(j®©ng)≥ΘΒΡΘ§»τ†t€ΊΨυ³ρ–‘ôz€y(c®®)ΫY(ji®Π)Ιϊ≤ΜΖϊΚœ“Σ«σ�Θ§«“≤ΜΡήΆ®Ώ^(gu®Α)Éx±μΤΪ÷ΟΝΩΒΡ’{(di®Λo)’ϊΫβ¦QÜ•(w®®n)ν}ïr(sh®Σ)Θ§Ω…“‘ΩΦë]’{(di®Λo)’ϊÉx±μΒΡΩΊ÷ΤÖΔîΒ(sh®¥)����ΓΘ»τΑl(f®Γ)…ζΝΥΩΊ÷Τ²ςΗ–Τςνê–ΆΜρ≤ε»κ…νΕ»ΗΡΉÉΓΔΩΊ÷ΤÉx±μνê–ΆΗΡΉÉ���ΓΔ†tΉ”ΫY(ji®Π)‰΄(g®Αu)ΗΡΉÉ����ΓΔΦ”üα‘ΣΤςΦΰΜρ±Θ€Ί≤ΡΝœΗΡΉÉ�ΓΔ†tΉ”ΙΛΉς€ΊΕ»ΖΕ΅ζΜρ”––ßΦ”üαÖ^(q®±)¥σ–ΓΗΡΉÉ“‘ΦΑΤδΥϊ“Μ–©Ω…ΡήΗΡΉÉ†t€ΊΨυ³ρ–‘ΒΡΉÉΜ·���Θ§“≤Ω…Ρή–η“ΣΏM(j®§n)––ΩΊ÷ΤÖΔîΒ(sh®¥)ΒΡ’{(di®Λo)’ϊΓΘ5����ΓΔΏM(j®§n)––»ΈΚΈ’{(di®Λo)’ϊ«ΑΘ§ΕΦ“ΣΉωΦö(x®§)÷¬ΒΡΖ÷ΈωΚΆ―–ΨΩ����Θ§≤Μ“Σίp“Ή¨Π(du®§)ΙΛΥ΅Éx±μΒΡΤΪ÷ΟΝΩΜρΩΊ÷ΤÖΔîΒ(sh®¥)ΏM(j®§n)––’{(di®Λo)’ϊΘ§≤Δ‘Ύ’{(di®Λo)’ϊΚσ÷Ί–¬ΏM(j®§n)–––Θ€ (zh®≥n)Μρôz€y(c®®)�����Θ§“‘±μΟς’{(di®Λo)’ϊΚσΒΡ†νëB(t®Λi)ΖϊΚœ“Σ«σ�����ΓΘ
ΡζΩ…Ρή¨Π(du®§)“‘œ¬–≈œΔΗ–≈d»ΛΘΩ